
HYUNDAI 81QE11010 R1250 Beltebunnsrullemontering/Kraftig beltegraver Chassiskomponentprodusent - HELI MACHINERY MANUFACTURING CO.,LTD (CQC TRACK)


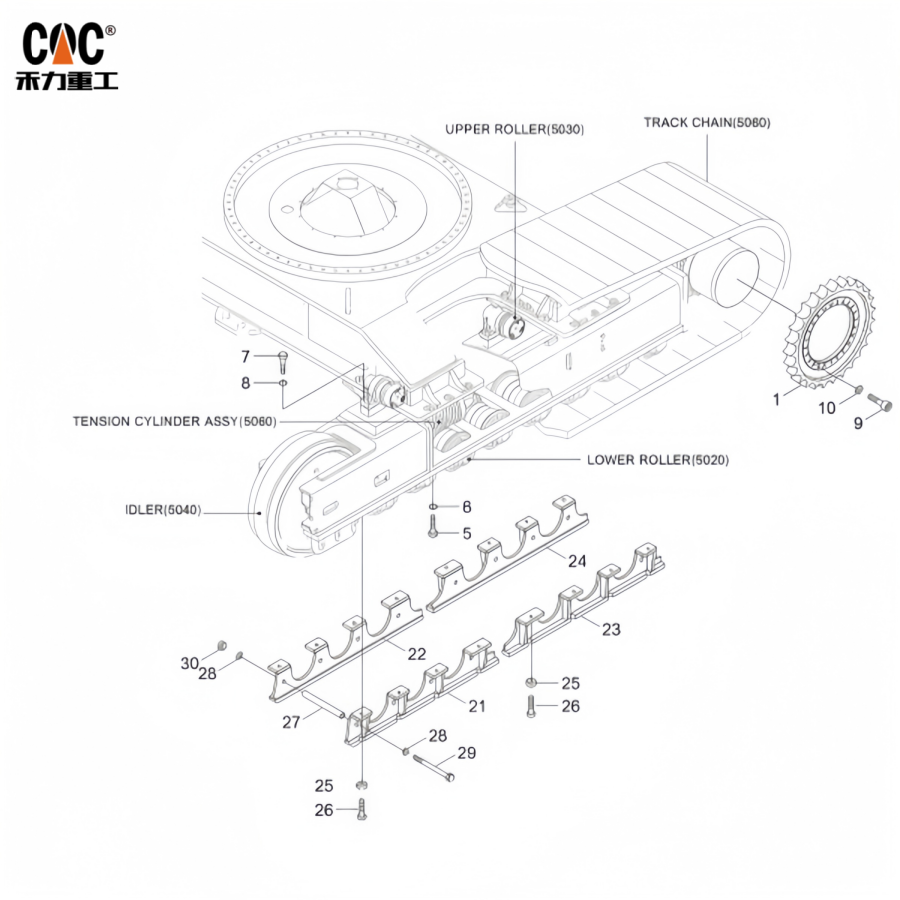
Ingeniørhvitbok: DenHYUNDAI R1250 81QE11010 BeltebunnsrulleenhetEn syntese av sertifisert presisjons- og krevende konstruksjon av HELI MACHINERY MANUFACTURING CO., LTD.
Dokumentidentifikator: TWP-CQC-HMMCL-81QE11010-01
Publikasjonsdato: Desember 2025
Klassifisering: Offentlig teknisk spesifikasjon
1.0 Sammendrag: Fordelen med sertifiseringskonstruerte
Dette tekniske dokumentet skisserer ingeniørfilosofien, produksjonsnøyaktighet og ytelsesspesifikasjoner for HYUNDAI 81QE11010 beltebunnsrulleenhet for den tunge beltegraveren i R1250-klassen, slik den er konstruert og produsert av HELI MACHINERY MANUFACTURING CO., LTD. (merket som CQC TRACK). I en bransje der komponentsvikt tilsvarer katastrofal nedetid, overskrider vårt tilbud paradigmet om en ren reservedel. Det legemliggjør et sertifiseringskonstruert produkt, der de strenge, systematiske protokollene i China Quality Certification (CQC)-rammeverket er integrert i alle trinn av livssyklusen – fra metallurgisk innkjøp til endelig revisjon.
Kjernetesen bak denne samlingen er at ekte pålitelighet i krevende applikasjoner ikke er et tilfeldig resultat, men et verifiserbart resultat av en kontrollert, revidert prosess. HELI MACHINERY opererer under en flerlags sertifiseringsparaply, med både ISO 9001:2015 kvalitetssystemanerkjennelse og flere spesifikke CQC-produktsertifiseringssertifikater (f.eks. CQC17704176145). Dette doble fundamentet krever et kvalitetssikringssystem i fabrikken som omfatter alt fra leverandørgodkjenning og validering av nøkkelkomponenter til presist vedlikehold av produksjonsutstyr og omfattende journalføring som strekker seg over minst 24 måneder. For R1250-operatøren betyr dette en understellskomponent hvis dokumenterte konsistens og holdbarhet er konstruert, produsert og kontinuerlig verifisert, noe som gir minimale totale eierkostnader gjennom maksimert gjennomsnittlig tid mellom feil.
2.0 Dekonstruering av protokollen for sertifiseringsteknisk produksjon
Verdien av 81QE11010-monteringen er forankret i den håndhevbare disiplinen i CQCs fabrikkinspeksjons- og tilsynssystem. Tabellen nedenfor viser hvordan disse obligatoriske prosedyrene oversettes direkte til konkret komponentkvalitet og sporbarhet.
| Krav til kvalitetssikring av fabrikken i CQC | Implementering i 81QE11010 Production | Fordeler med ingeniørfag og pålitelighet for sluttbrukeren |
|---|---|---|
| Program for leverandørutvelgelse og -styring | Grundig kontroll og godkjenning av smigods i legert stål og leverandører av spesialtetningsmaterialer. | Sikrer råmaterialets integritet, den grunnleggende faktoren for utmattingslevetid og slagfasthet. |
| Inspeksjon og verifisering av nøkkelkomponenter/materialer | Innkommende inspeksjon av smidde rulleemner og sintrede foringsrør i henhold til sertifiserte spesifikasjoner. | Forhindrer at materialer av lav kvalitet kommer inn i produksjonen, en direkte anvendelse av CQCs prinsipp om «førstansvar». |
| Regelmessig bekreftelsestesting for nøkkelkomponenter | Periodisk prøvetaking og laboratorietesting av materialets hardhet, mikrostruktur og kjemisk sammensetning. | Gir kontinuerlig, objektiv validering av at materialegenskaper holder seg innenfor spesifiserte tekniske grenser. |
| Vedlikeholdssystem for produksjonsutstyr | Planlagt forebyggende vedlikehold av CNC-dreiebenker, induksjonsherdemaskiner og slipemaskiner. | Garanterer maskineringspresisjon og konsistens i varmebehandlingen, batch etter batch. |
| Rutinemessige og bekreftelsestestprosedyrer | 100 % dimensjonsinspeksjon; prøvetaking for dynamisk lasttesting og validering av tetningsintegritet. | Hver enhet verifiseres for egnethet, og prøvenes ytelse bekreftes statistisk mot typeteststandarder. |
| Kontroll av produkter som ikke oppfyller kravene | Systematisk karantene og analyse av alle deler som ikke oppfyller noen av inspeksjonskontrollpunktene. | Sørger for at kun komponenter som oppfyller alle spesifikasjoner monteres, og ivaretar dermed sluttproduktets integritet. |
| Intern kvalitetsrevisjon og ledelsesgjennomgang | Planlagte interne revisjoner og ledelsesgjennomganger av hele kvalitetsstyringssystemet. | Driver kontinuerlig forbedring og sikrer systemets vedvarende effektivitet. |
| Omfattende journaloppbevaring (≥24 måneder) | Full digital sporbarhet for hvert produksjonsparti: materialsertifikater, varmebehandlingslogger, inspeksjonsresultater. | Gir enestående åpenhet og støtter garanti- eller feilanalyse med harde data. |
3.0 Teknisk eksegese: Komponentnivåteknikk under sertifisering
CQC-rammeverket gir «hvordan»; avansert ingeniørkunst definerer «hva». 81QE11010-monteringen er en mesterklasse i målrettet materialvitenskap og mekanisk design.
3.1 Rullehus og flens: Smidd og herdet for slitasjemotstand
- Materiale: Kjernen er et smidd emne av 40SiMnTi eller 50Mn høyfast, finkornet legeringsstål. Dette valget prioriterer eksepsjonell herdbarhet og kjerneseighet fremfor vanlige stål av lavere kvalitet.
- Prosess: Utsettes for datastyrt, dyp induksjonsherding. Prosessparametrene er nøye dokumentert i henhold til CQC-pålagte prosesskontrollregistre.
- Spesifikasjon: Oppnår en overflatehardhet på 58–62 HRC med en kontrollert effektiv foringsdybde på 8–12 mm, og går over til en seig kjerne på 38–42 HRC. Denne dype, glassharde overflaten er konstruert for å motstå ekstrem slipende slitasje fra pulverisert stein og jord, mens den duktile kjernen absorberer de kraftige støtene som er forbundet med gruvedrift og steinbrudd, og forhindrer katastrofale sprøbrudd.
3.2 Tetningsaksen: Et tribologisk og inneslutningssystem
- Aksel: Laget av settherdet 40Cr- eller 20CrMnTi-legert stål, presisjonsslipt til speilblank overflate (Ra ≤ 0,4 μm). Dette minimerer friksjon og slitasje på tetningsgrensesnittet, en kritisk faktor for langvarig integritet.
- Foring: Benytter en oljeimpregnert sintret kobberlegering med høy tetthet. Dette materialet gir utmerket formbarhet og lastbærende kapasitet, der det innebygde smøremiddelet fungerer som en sekundær nødsmøringskilde.
- Tetningssystem: Benytter en flertrinns, trykkadaptiv labyrinttetning. Dette systemet integrerer en primær flytende metallslitasjering for å avlede grove slipemidler, en nitrilgummitetning med flere lepper som aktiveres av en patentert fjærdesign, og en fettrenset labyrint. Den er designet for å opprettholde integriteten under det høye statiske trykket fra dyp nedsenking i slam og det dynamiske trykket fra høyhastighets belterotasjon.
3.3 Montering og endelig validering: Den endelige porten
Monteringen utføres i et kontrollert miljø. Hulrommet renses og fylles med et litiumkompleks, ekstremtrykksfett (EP) spesifisert for et bredt temperaturområde (-30 °C til +150 °C). Før forsendelse gjennomgår hver enhet en siste driftstest for rotasjonsjevnhet og tetningsintegritet. Denne siste kontrollen er en obligatorisk del av den CQC-definerte «rutineinspeksjonen», som avslutter sløyfen for produksjonskvalitetskontroll.

4.0 Samsvar, utskiftbarhet og ytelsesforpliktelse
- OEM-kompatibilitet: 81QE11010 er konstruert for direkte, umodifisert utskiftbarhet med HYUNDAI R1250-understellssystemet. Alle kritiske grensesnittdimensjoner – akseldiameter, bolthulls sirkulær stigning, totalbredde og flensprofil – er underlagt strenge toleranser.
- Ytelsesgaranti: Komponenten er dekket av en ytelsesgaranti som er underlagt den sertifiserte produksjonsprosessen. Den omfattende dokumentasjonen som kreves av CQC-tilsynet gir et objektivt grunnlag for denne tilliten.
- Global forsyningssikring: HELI MACHINERY MANUFACTURING CO., LTD. støtter global logistikk med eksportstandard emballasje og fullstendig sertifiseringsdokumentasjon, inkludert materialtestsertifikater og fabrikkinspeksjonsrapporter, noe som muliggjør sømløs grenseoverskridende anskaffelse.
5.0 Konklusjon: Omdefinering av verdi gjennom verifiserbar prosess
DeHYUNDAI R1250 81QE11010 Beltebunnsrulleenhetfra HELI MACHINERY (CQC TRACK) representerer en definitiv utvikling fra en vanlig reservedel til en prosessgarantert ingeniørkomponent. Dens overlegenhet hevdes ikke bare, men forsterkes strukturelt gjennom strenge CQC-produktsertifiseringer og fabrikktilsyn. Denne sertifiserings- og ingeniørtilnærmingen sikrer at hver leverte enhet er en direkte etterkommer av en strengt typetestet og godkjent design, produsert innenfor et kvalitetssystem som er underlagt årlig overvåking og uanmeldte revisjoner.
For den kresne utstyrssjefen er verdiforslaget klart: invester i en komponent hvis forlengede levetid og urokkelige pålitelighet er innebygd i selve DNA-et og validert av et av de mest strukturerte kvalitetsvurderingsregimene innen produksjon. Dette resulterer i den ultimate målestokken for tunge maskiner: maksimert maskintilgjengelighet og minimerte kostnader per driftstime.
Ansvarsfraskrivelse: Spesifikasjoner og design er under kontinuerlig forbedring. Det anbefales å bekrefte den nøyaktige maskinmodellen og serienummerområdet for kompatibilitet før anskaffelse. CQC-sertifiseringsinformasjonen er basert på produsentens offentlige legitimasjon og standard CQC-protokoller.
Produktkategorier
-

w154A-Z2/beltevals-bunnvals-minigraver...
-

Doosan gravemaskin beltevals (200104-00012A, 20...
-

CQC-Minigraver/YQS35 beltevalser reservedeler...
-

HITACHI/EX3000-(9066272,A7635000M00)-sporrulle...
-

Tilpassede anleggsmaskinerideler Gravemaskin
-

Varmt salg SK60 SK200/24100N6292F2/24100N8009...






